| OkOb.net | ||||||||
| Registration | Projects |
| RepRap X2V3 | RepRap X2 | Virtual Display Image Viewer for PDA | XUL Jabber Client | Voice Sensitive Screen Saver |
RepRap X2
Overview
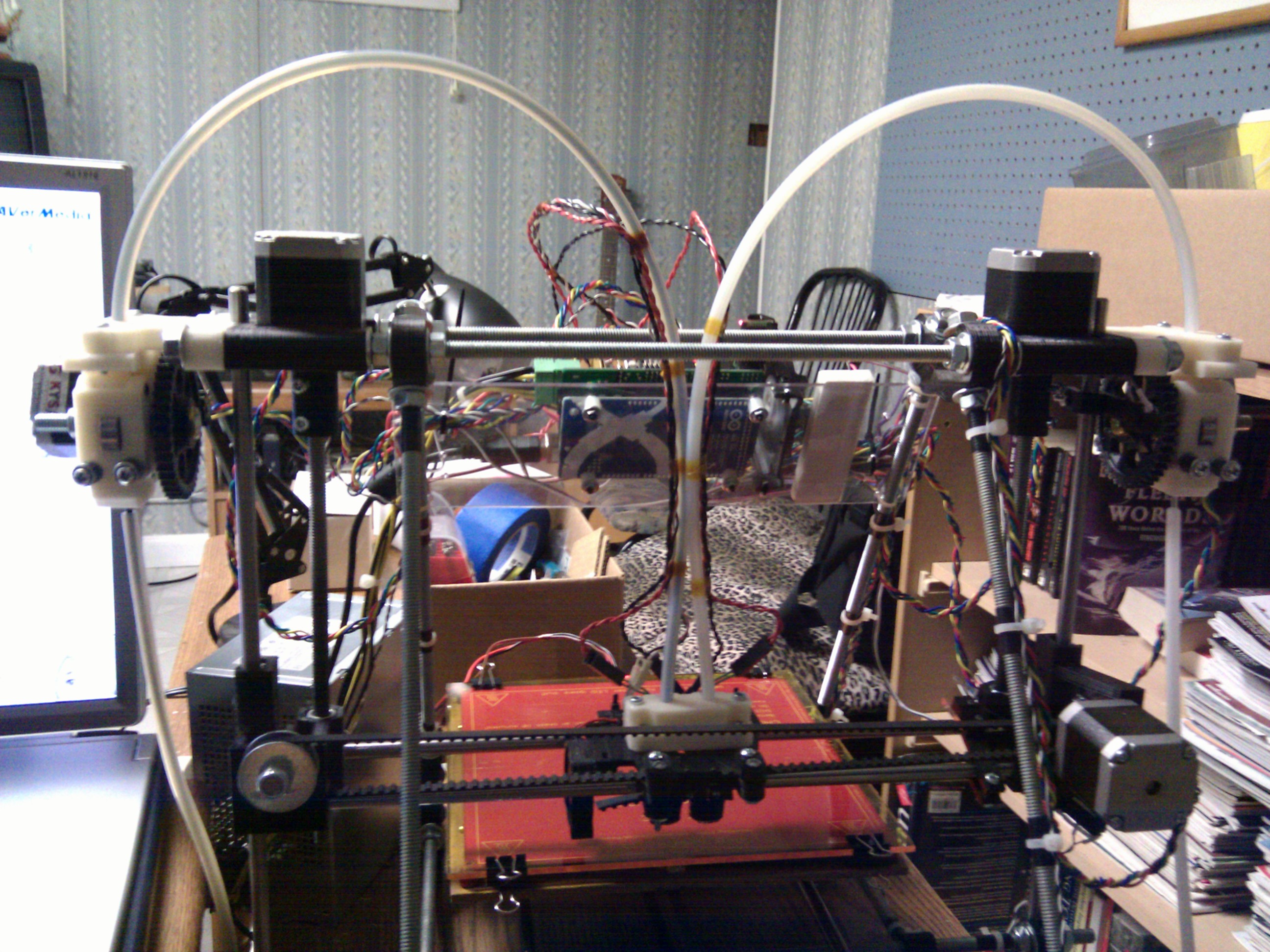
RepRap X2 is a dual extruding 3D printer based on Prusa's Mendel. A typical Prusa's Mendel with RAMPS electronics can be
converted to RepRap X2 with a few hardware changes. The firmware and the host software changes are necessary in order to
utilize the dual extrusion capabilities of the RepRap X2 printer.